Plasma spraying
Plasma spraying is the part of thermal spraying, which according to the denition given by American Society of Materials (ASM) is a group of processes in which nely divided metallic and non-metallic surfacing materials are deposited in a molten or semi-molten condition on a substrate to form a spray deposit [4]. The thermal spraying techniques can be classied according to the energy source and the conditions of the process, what is presented in Figure 1.1.This work focuses on the plasma spraying process with the material injected into a direct current (dc) plasma jet at atmospheric pressure (plasma spraying in air in Figure 1.1). Due to feedstock material injected into the plasma jet the plasma spraying technique can be categorized into: atmospheric plasma spraying (APS), solution precursor plasma spraying (SPPS) and suspension plasma spraying (SPS) [57]. In the APS process, solid powder particles are injected into the plasma jet. The minimum thickness of the coatings is limited to about 10 µm [7]. They are mostly used to provide protection against high temperatures, corrosion, erosion and wear. The increasing interest in nanomaterials, which according to the denition given by US National Nanotechnology Initiative are the material structures with at least one dimension smaller than 100 nm, results in the development of new plasma spraying processes. The one of this method, described by Karthikeyan et al. [8], is the solution precursor plasma spraying, in which instead of the conventional powder feedstock, an aqueous solution precursor is injected into the plasma jet. This process allows obtaining the nano- and sub-micrometric microstructure of coatings. An alternative method is a relatively new suspension plasma spraying, which has been invented by the University of Sherbrooke in the mid-1990s [9]. The suspension composed of submicron or nano-sized powder particles suspended in a liquid is used as the feedstock. The SPS process permits to produce nely structured nano-sized coatings, what allows expanding the application area of the plasma spraying method. They may be used as: – Solid oxide fuel cell (SOFC) It is an electrochemical conversion device that produces electricity directly from oxidizing a fuel. It consists of four layers: anode, electrolyte, cathode and interconnect. The three rst coatings are ceramic, not electrically and ionically active below about 600°C. Therefore, many eorts have been devoted to produce the coatings for these SOFC components by suspension plasma spraying method. The anode consists of the porous nickel-YSZ (yttria-stabilized zirconia) cermet coating. The electrolyte requires a dense and thin (< 15 µm) YSZ coating. The porous perovskite, e.g. lanthanum ferrocobaltite doped with strontium (LSCF) or lanthanum manganite doped with strontium (LSM) coating should be produced for the cathode. – Thermal barrier coating (TBC) Thermal barrier coatings (TBCs) are advanced material systems applied to metallic surfaces, e.g. gas turbine or aero-engine parts, to help protect these components from the heat and thermal degradation. The TBC materials should be characterized by: high melting point, low thermal conductivity, thermal expansion match with the metallic substrate, good adherence to the metallic substrate and a low sintering rate of the porous microstructure. Therefore, the number of materials that can be used as TBCs is very limited. The ceramic coatings such as Al2O3, TiO2, mullite, ZrO2, YSZ, CeO2, La2Zr2O7 are applied as TBC materials, among which yttria-stabilized zirconia (YSZ) is the most widely studied [1012].
Photo-catalytic coatings
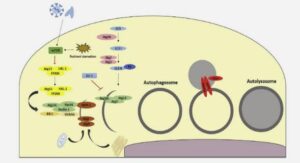
In recent years the photo-catalysis process has been used in a broad range of applications, including especially environmental and energy-related elds, illustrated in the example of TiO2 photo-catalysis in Figure 1.2. Several semiconductors (TiO2, ZnO, Fe2O3, CdS, ZnS) can act as photocatalysts but TiO2 has been most commonly studied due to its photocatalytic and hydrophilic properties and moreover, high reactivity, reduced toxicity, chemical stability and lower cost. The photo-catalytic properties of TiO2 coating depend on its phase composition. The anatase TiO2 presents a higher photocatalytic activity than its rutile phase. 65 vol.% of anatase is necessary to achieve an acceptable photo-catalytic performance. However, in more complex applications the researchers face still many problems, such as obtaining the appropriate crystallographic structure of materials.As Henne has presented on the example of solid oxide fuel cells (SOFC), these more complex devices can be produced by other thermal spray methods, such as vacuum plasma spraying (VPS) [14]. However, the goal of technological development is the reduction of costs what can be achieved by suspension plasma spraying using dc torches at atmospheric pressure. Therefore, the following thesis is focused on the studies and the improvement of direct current plasma torch associated with the suspension injection. In suspension plasma spraying method the material in the form of suspension is introduced into the plasma jet produced by a direct current (dc) plasma torch.
Plasma production
Suspension injection and penetration into the plasma jet
Fundamentals of plasma spraying process
The plasma, often referred to a fourth state of matter, is a gas electrically conducting due to the presence of charged particles [1618]. It can be dened as a collection of species: electrons, ions and neutral particles moving in random directions, schematically presented in Figure 1.4. The mass of the ions and neutrals, mh, is much higher than the electron mass, me, therefore, these species have been dened as heavy particles. The plasma is the result of the transformation of gas atoms to charged particles in consequence of the increasing temperature, what can be achieved by dierent methods, e.g. microwaves, RF discharges, laser. The following thesis is focused on the plasma spraying method. In this technique the plasma is produced by the electric discharge using the direct current (dc) plasma torch, what is presented in the following section.
Direct current plasma torch
As mentioned above, in the plasma spraying process the plasma jet is formed in the torch. According to the current terminology, dened by Zukov et al., the term plasma torch indicates the apparatus designed for the production of low temperature plasma by heating the gas using the electric arc [19]. The rst industrial dc plasma torches appeared in the 1960s [15]. Since that time, a large number of torch designs has been developed. The dierences between the torches consist in various types of the cathode tips, the gas injection, the nozzle shapes and diameters. The basic concept of the plasma torch, shown in Figure 1.5, comprises a cathode, a plasma forming gas injector and an anode nozzle. The following section focuses on the detailed description of a direct current non-transferred plasma torch.
Cathode
It emits the electrons for maintaining the arc discharge. The parameters of the cathode dier according to the electrons emission mechanisms. In the case of the hot cathode (a, b in Figure 1.6) is the thermionic emission dened by Richardson-Dushman law: J = AGT 2 e −W kT (1.1) where: J is the emission current density [A.m−2 ], T the temperature of the metal, W the work function of the metal, k the Boltzmann constant, AG the constant dened by: AG = 4πmk2e h3 = 1.20173 × 106 [A.m−2 .K−2 ]. This type of the cathode is commonly made of tungsten doped with 1 − 2 wt% of ThO2 ; 2 wt% of La2O3 , Y2O3 , CeO2 [20, 21]. The role of the dopant is to lower the thermionic work function of tungsten and therefore, the operating temperature, to which generally the erosion of the cathode is related. Sadek et al. have investigated the erosion rates of dierent cathode materials in 150 A. The La2O3 doped tungsten electrode is characterized by the lowest operating temperature (2750 K comparing to 3600 K of ThO2 ) and the lowest erosion rate As it is presented in Figure 1.6, two congurations of the hot cathode are commonly used: the stick-type and the button-type cathode. The power levels of torches using the stick-type cathode range between 10 and 150 kW, with arc currents below 1000 A. The button-type cathode is cylindrical and characterized by the diameter almost equals the length. This kind of cathode is inserted partially or completely in a water-cooled copper holder. It is used mainly in transferred arc conguration with the arc current until 3-6 kA. The cold cathode is commonly made of the copper, silver or alloy. It has a very simple cylindrical shape with the cylinder closed at the one side. The cold cathode torches work with the power levels from about 100 W to 10 MW and the arc current levels in the range 100-3000 A.
Anode
The anode is a passive component used to collect the electrons to obtain the current ow from the electrical circuit to the plasma. The anode-nozzle, at which the localized heat ux can reach 160 W.mm−2 , should be water-cooled and made of high purity oxygen free copper, characterized by high thermal conductivity: 358 W.m−1 .K−1 and thermal diusivity: 114 x 10−6 m2 .s −1 at 25°C, often with an insert of sintered tungsten. Typical nozzle diameters are between 6 and 10 mm for arc currents between 300 and 1000 A. The anode nozzle design can highlight dierent process parameters, as a high gas velocity, narrower or wider temperature proles, dierent arc length and arc voltages. It has been shown that a smaller nozzle diameter results in shorter arcs, lower temperatures at the nozzle exit, but also higher velocities for the same current and mass ow rate [24]. The anode conguration can be separated into two groups: the anode surface perpendicular and parallel to the plasma jet axis. The rst conguration is used in the case of transferred arcs. The anode surface parallel to the jet axis is commonly found in the plasma torches. – Gas injection Three types of the gas injection are used in the plasma spraying method: the axial, radial and swirl injection, presented in Figure 1.7.