Historique de la normalisation et le tolérancement
Dans le domaine de la tolérance, l’expertise manufacturière ne suffit pas pour juger de la qualité des pièces obtenues, il a parfois fallu enseigner aux hommes comment s’adapter pour avoir des pièces similaires selon les normes appliquées aux zones de tolérance. Il faut citer plusieurs facteurs qui ont participé à ce progrès tels que : l’évolution des outils de machine, l’amélioration de la précision des machines-outils, la normalisation du langage de tolérance. La normalisation des dimensions a contribué à l’avancement de l’industrie mondiale et c’est parce qu’il a rendu les données sur les zones de tolérance interchangeables entre les nations, les sociétés multinationales et les fabricants. Cependant, en dépit de ces faiblesses, les normes sont la seule langue commune dans la disposition de tous les concepteurs, les fabricants et métrologues pour exprimer l’apparence géométrique d’un mécanisme. [4]
Dans le sens commun, il s’agit de la normalisation quand c’est une question de spécification et simplification des échanges entre les individus. C’est une question du fait de monter un code commun, comme celle des alphabets ou de la numération. Pendant plusieurs siècles, la normalisation a consisté à harmoniser et à déterminer des procédures ou des règles afin de mettre en place des ordres de grandeur et des unités de mesure qui seront utilisées par autant de personnes que possible (une unité de poids, une unité de distance, une unité de temps, etc.). Ces règles ne sont pas systématiquement contraignantes. Toutefois, afin de faciliter l’interchangeabilité internationale dans le domaine industriel, il est essentiel d’établir et d’adopter un système normatif commun: simplifier les codes pour une meilleure compréhension de tous et échanger les produits de la meilleure manière possible. Les avantages techniques de la normalisation sont incontestables et favorisent la production aussi bien que l’économie [18].
La standardisation a commencé dans le monde entier dans le champ électrotechnique en 1906 avec la création d’International Electronics Commission (IEC). Alors, en 1940, le Département de la Défense américain a publié les « military normes ». Les premières normes internationales sont apparues selon le titre « La Température de Référence standard de Mesures de Longueur Industrielles » en 1951. Entre les années 1960 et 2019, l’Organisation internationale de normalisation (ISO) a commencé à s’impliquer dans le tolérancement, en particulier au niveau de la symbolique. En dépit de diverses opinions au niveau de la symbolique et de son interprétation, la norme ASME Y14.5 est publiée dans sa version de 1994. Pour parler d’un langage universel (uniforme mondialement) aujourd’hui, la norme ASME Y14.5- 1994 (American Society of Mechanical Engineers) est presque identique à la norme ISO. En 1995, la norme GPS a été proposée (Geometrical Produit Specification : Spécifications géométriques du Produit. La norme ISO résume la proposition par une matrice nommée : matrice GPS. La matrice GPS est décrite précisément dans le document d’ISO : spécification géométrique des produits (GPS) Schéma directeur FD CR ISO/TR 14638 décembre 96, cette norme devient le modèle SKIN plus tard. Pour suivre l’évolution de la technologie et de l’informatisation, la normalisation tend vers une formulation plus mathématique, dans le but d’avoir des normes qui seront plus facilement intégrables dans les systèmes de CFAO. La figure suivante montre une vue globale de l’évolution de la normalisation :
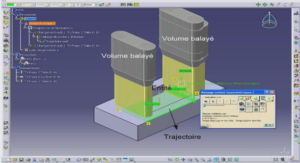
*Obtention des différents torseurs de la chaîne de cotes: Lors de l’étude du mécanisme des blocs simples, par le modèle unifié, deux torseurs classiques doivent être calculés. L’obtention de ces torseurs est basée sur les zones de tolérance standards du tableau 6. Le deuxième élément fonctionnel de la paire (0,2) est un plan. Alors, la zone de tolérance de cette paire est un décalage d’un plan qui correspond au septième cas du tableau 6. À priori, l’élément 2 est tolérancé par rapport à l’élément 0. Finalement, un premier torseur 𝑇𝑇2/0 de l’élément fonctionnel 2 par rapport à l’élément fonctionnel 0 doit être obtenu. Le même principe est appliqué sur la deuxième paire (3,5), l’élément 5 de cette paire étant tolérancé par rapport à l’élément 3. En effet, un deuxième torseur 𝑇𝑇5/3 dans la chaîne de cotes étudiée est établi. Toutefois, pour obtenir les torseurs finaux du modèle unifié, deux principes doivent être pris en considération. Premièrement, les dispersions dans les torseurs classiques doivent être exprimées dans les référentiels locaux, advenant que les origines de chacun de ces référentiels se trouvent au bout de la cote nominale considérée. En plus, selon le principe d’indépendance de la norme, les tolérances dimensionnelles et d’orientations (géométriques) sont étudiées d’une façon indépendante. Deuxièmement, afin de déterminer les torseurs projetés, l’utilisation de l’inverse des matrices d’opérateur de projection [𝑅𝑅𝑃𝑃𝑃𝑃𝑃 ]3𝑥𝑥3 est prévue.
Pour obtenir le torseur classique 𝑇𝑇2/0, les contraintes de tolérance dimensionnelle et d’orientation pour chaque dispersion de translation et de rotation doivent être déterminées. Ces contraintes seront exprimées dans le système local du référentiel 𝑋𝑋2, 𝑌𝑌2, 𝑍𝑍2. De plus, dans le but de respecter le déplacement et l’orientation de la zone de tolérance de la surface 2, il faut déterminer la projection du torseur classique 𝑇𝑇2/0 dans la direction de son déplacement dans le mécanisme. La figure 10 montre la cote nominale entre les surfaces 0 et 2 de la pièce no1, la position de la zone de tolérance dimensionnelle et de la tolérance d’orientation (parallélisme) de la surface 2 ainsi que le référentiel de cette surface. En se basant sur le cas du décalage d’un plan tel qu’indiqué au tableau 6, il est possible d’obtenir la forme générale du torseur 𝑇𝑇2/0 de la zone de tolérance de la surface 2 et les différentes contraintes de base de cette zone. Cependant, le torseur de cette zone contient trois dispersions : une dispersion de translation u et deux dispersions de rotation β et δ et μ.
Théorie de l’analyse statistique par la méthode Monte-Carlo) :
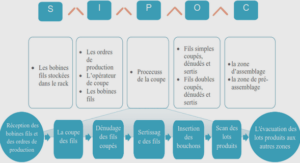
Les méthodes statistiques sont des méthodes basées sur le pourcentage de défauts et les probabilités d’interférence réelles entre les composantes. Ces méthodes sont plus complexes à utiliser que la méthode déterministe. La méthode statistique la plus connue est connue par la méthode de Monte-Carlo (MMC).La méthode de Monte-Carlo est la plus simple simulation et la plus populaire pour analyser statistiquement la tolérance non linéaire. Pour chaque cotation 𝑋𝑋𝑖 , une valeur aléatoire est générée en fonction de la distribution des composants, et la valeur de la fonction est ensuite calculée pour chaque ensemble de valeurs de composants. Ainsi un échantillon de valeur de la fonction réponse est généré, et les dispersions de cette population sont calculées en utilisant les formules statistiques pour aboutir à une plage de tolérance. La figure suivante représente la démarche générale d’application de cette méthode [5] : L’application de la méthode de MMC débute par la définition de la chaîne de cotes et les éléments contributeurs à cette chaîne. L’échantillonnage consiste à effectuer par la génération de valeurs aléatoire sur chaque caractéristique selon une loi de distribution (normale, uniforme…).
Dans l’actuelle recherche, la loi normale a été choisie, car elle décrit ce qui se passe réellement en production. Cette étape est suivie par la phase de calcul et de simulation des valeurs des itérations. La simulation à l’aide de la méthode MMC nécessite comme donnée la valeur autour de laquelle sera faite la génération des valeurs aléatoires. Ainsi, il faut calculer la valeur moyenne autour de laquelle se fait la simulation. Pour une répartition symétrique, la valeur moyenne coïncide avec la valeur nominale. Cependant, pour la répartition dissymétrique, la valeur moyenne est déterminée par une opération de centrage de la répartition décentre. La figure suivante montre les règles à suivre pour le centrage : La loi normale représente la dispersion de N cotes (dimension dans une pièce) autour de la valeur moyenne, elle est caractérisée par une moyenne (μ) et un écart type (𝜎𝜎). Ce dernier est déterminé à partir de l’indice de capabilité. L’indice de capabilité (Cp) est une mesure établissant un lien ou une liaison entre la dispersion réelle d’une machine et la dispersion demandée. Il est donné par la relation suivante :
REMERCIEMENTS |