L’HYGIENE AU SEIN DE L’INDUSTRIE AGROALIMENTAIRE
D’une manière générale l’hygiène, c’est l’ensemble des mesures sanitaires prises afin de conserver la propreté des infrastructures et la conformité des produits et de garantir la santé du consommateur. Elle prend cependant plus d’élan dans le secteur de l’agro-alimentaire. En effet selon Belloin (1993) elle peut être divisée en trois sous-ensembles : hygiène individuelle qui comprend l’ensemble des soins personnels, hygiène collective qui comprend un ensemble de règles destinées à arrêter la propagation des maladies contagieuses, hygiène alimentaire qui vise l’équilibre et la salubrité des aliments.
L’hygiène dans ce cas de figure regroupe toutes les mesures nécessaires pour éviter que les aliments soient contaminés. Elle concerne donc le milieu ou l’environnement de travail, les surfaces et le matériel de travail, constamment nettoyés et sous contrôle, le personnel qui doit respecter certaines mesures de propreté, ainsi que le produit qui doit être manipulé, transporté d’un endroit à un autre.
INFRASTRUCTURES GENERALES : Afin de limiter les contaminations microbiennes, et éviter leur prolifération, l’entreprise agroalimentaire doit concevoir des locaux répondant aux principes d’hygiène générale (Rozier, Carlier, Bolnot, 1985). Cependant, il n’existe pas une convention internationale sur la question. Néanmoins certaines mesures doivent être prises et respectées. A savoir : la séparation des secteurs sains et secteurs souillées qui selon la logique des 5S (opérations de bases indispensables pour rationaliser les tâches : débarrasser, ranger, nettoyer, standardiser et discipliner). la marche en avant qui permet de minimiser le risque de contamination croisée direct ou indirect. En effet ni le produit, ni le personnel ou même les matériaux ne doivent effectuer le circuit en sens contraire au schéma séquentiel des étapes de fabrication.
le non entrecroisement des courants de circulation. Il faudra donc éviter que les matériaux des différentes sections se croisent ainsi que les eaux à usage différent.
la mécanisation des opérations. En aucun cas les produits ne doivent toucher le sol c’est pourquoi il est important d’utiliser des charriots ou rails transporteurs dans les industries agroalimentaire (IAA). Le respect de la réglementation nécessite la formation du personnel. Il doit être compétent et comprendre les démarches des IAA.
BONNES PRATIQUES D’HYGIENE DU PERSONNEL : Près de 17% des contaminations des denrées alimentaires proviennent du personnel (Cognac,2009). Le personnel se doit donc de respecter les règles internes de l’entreprise telles : les bonnes pratiques de fabrication, les bonnes pratiques d’hygiène mais aussi les horaires de travail.
Ces derniers permettent à l’entreprise d’assurer aux consommateurs des produits de qualité hygiénique et selon les normes ISO. Certaines mesures sont prises pour guider ces pratiques qui sont : Le lavage des mains, la propreté des habits et un bon état de santé du personnel.
LES SURFACES ET PLANS DE TRAVAIL
La connaissance de la nature des surfaces aide à mettre en place un système approprié de nettoyage et de désinfection. Ainsi nous avons deux types de surfaces : les surfaces vivantes et inertes.
LES SURFACES VIVANTES : La surface vivante est constituée par les différentes parties de la peau, elle renferme beaucoup de microorganismes dont certains pouvant être pathogènes (on parle dans ce cas de porteurs sains). Ces microorganismes pouvent contaminer l’eau, l’environnement, l’air et les surfaces. Ils sont générés par les mouvements et l’activité du personnel et transportés par la sueur, par les narines (éternuement), poumons (toux).
Les poils servent de support à la poussière. Les glandes sudoripares et sébacées, les squames de la peau sont des repères de germes divers qui peuvent s’échapper et peuvent être entrainé par la sueur ou le sébum (Carlier V, 1986).
LES SURFACES INERTES OU PLANS DE TRAVAIL : Il s’agit là du matériel, des équipements et du plan de travail. De nombreuses études ont déjà été réalisées concernant ces surfaces. Elles montrent qu’elles doivent avoir une bonnerésistance aux opérations répétées de nettoyage et de désinfection (Bolnot et Rozier, 1985). Il est donc recommandé d’utiliser des surfaces en acier inoxydables ou en aluminium (Visciano et al, 2007).
NETTOYAGE ET DESINFECTION
le nettoyage peut être défini comme une opération qui consiste à éliminer les salissures des surfaces afin d’assurer la propreté, l’hygiène et l’élimination de souillures visibles (physiques ou chimiques). la désinfection : selon la norme AFNOR (NF 198) est une opération permettant d’éliminer ou de tuer les microorganismes et/ou d’inactiver les virus indésirables sur les milieux inertes contaminés en fonction des objectifs fixés.
NETTOYAGE ET DESINFECTION : ASPECTS THEORIQUES : L’application de la méthode HACCP est une assurance qualité supérieur. Elle permet de maitriser les points critiques de danger et de solutionner. Ce système présente une méthodologie organisée et rationnelle pour la maitrise de l’hygiène (dangers microbiologiques, physiques et chimiques) des aliments grâce au nettoyage et la désinfection (Jacqet, 1968).
Le système de nettoyage et de désinfection comporte 3 phases : les opérations de préparations, le nettoyage et la désinfection. La validation de ceci n’est possible que si toutes ces trois étapes sont correctement effectuées (Cognac, 2009).
PRINCIPES DU NETTOYAGE ET DE LA DESINFECTION : Le nettoyage et la désinfection ont pour objectifs de: éliminer les souillures organiques et minérales afin d’obtenir une surface physiquement et chimiquement propre.
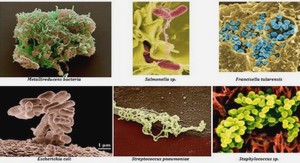
de détruire les microorganismes de façon à obtenir une surface biologiquement propre. Une mauvaise politique de la gestion de l’hygiène peut entrainer une augmentation de la contamination biologique avec des germes pathogènes (E. coli, entérotoxiques, salmonelles, streptocoques…) responsables de toxi-infections alimentaires collectives (TIAC). Il faudra donc a priori définir un bon plan de nettoyage et désinfection. Il est réalisé en absence de produit (afin d’éviter les risques de contaminations croisées par projection) au cas échéant isoler le produit. Ensuite, bien choisir les produits de nettoyage et les alternés pour éviter la sélection de souches résistantes, de biofilms etc. Il existe différents types de souillures.
CONTAMINATION PAR LES BACTERIES
Toutes les surfaces servant de support à la manipulation des aliments peuvent servir de réceptacle aux microorganismes, principalement les bactéries (FAO, 2005). Selon Carlier (1986) les problèmes se posent en termes différents suivant qu’on ait affaire :
à des bactéries à Gram négatif : présentant une sensibilité inconstante aux désinfectants usuels. Elles peuvent développer une résistance vis-à-vis de certains désinfectants (Bariller et al, 1998). aux bactéries à gram positif non sporulées et aux formes végétatives à gram positif sporulées, ce sont celles qui présentent le moins de problème au cours de la désinfection car étant peu protégées par leur paroi. aux spores des bactéries à gram positif : très résistants dans le milieu extérieur (spores de Clostridium). LA FLORE MESOPHILE AEROBIE TOTALE : La Flore Mésophile Aérobie Totale (FMAT) est un indicateur sanitaire qui permet d’évaluer le nombre d’UFC (Unité Formant une Colonie) présentes dans un produit ou sur une surface. Ce dénombrement se fait à 30°C, ce qui permet de dénombrer trois grands types de flore :
la flore thermophile, température optimale de croissance à 45°C ; la flore mésophile, température optimale de croissance entre 20°C et 40°C ; la flore psychrophile, température optimale de croissance à 20°C. Comme il s’agit d’un milieu ordinaire, la plupart des micro-organismes peuvent se développer, sauf ceux qui sont exigeants et les micro-organismes anaérobies stricts. Il est donc préférable de parler de Flore Mésophile Aérobie à 30°C que de « flore totale ». L’unité est l’UFC (Unité Formant Colonie) car une colonie observable sur la gélose peut venir d’un micro-organisme isolé, d’une spore ou encore d’une association de micro-organismes. C’est pourquoi une seconde couche du milieu est rajoutée pour dissocier la flore des colonies surajoutées. La flore totale donne une idée de la salubrité du produit et des conditions d’hygiène dans lesquelles il a été fabriqué. Ils sont d’aspect jaunâtre sous formes de petits points directement visibles sur gélose PCA (plate count agar).
LES COLIFORMES TOTAUX : Les coliformes totaux sont des entérobactéries qui incluent des espèces bactériennes qui vivent dans l’intestin des animaux homéothermes, mais aussi dans l’environnement en général (sols, végétation et eau). Les coliformes totaux sont des bâtonnets, à Gram négatif, aero-anaerobis facultatifs, non sporulés (Guiraud et Galzy, 1980). Ce groupe bactérien n’entraîne en général aucune maladie, mais leur présence indique la présence possible de micro-organismes plus nuisibles. Ils sont utilisés comme indicateur de la qualité microbiologique des aliments parce qu’ils contiennent notamment des bactéries d’origine fécale (coliformes fécaux), comme Escherichia coli (Carlier, 1986). Ils deviennent rouge sur gélose VRBL (violet red bile lactose).
ESCHERICHIA COLI : E. coli est le seul membre du groupe des coliformes totaux que l’on trouve exclusivement dans les intestins des mammifères, dont les humains. La présence d’E. coli indique une contamination récente par des matières fécales, et peut indiquer la présence possible de pathogènes responsables de maladies, comme des bactéries, des virus et des parasites. Même si la plupart des souches d’E. coli sont inoffensives, certaines souches, comme l’E. Coli O157:H7, peuvent causer des maladies, entraînant alors des gastro-entérites, infections urinaires, méningites, ou sepsis (Sow, 2003). Ces coliformes deviennent bleu sur gélose CA (chrom agar).
LES AGENTS DE DESINFECTION (DESINFECTANTS)
LA DESINFECTION PAR LA CHALEUR : La désinfection par la chaleur se traduit par l’utilisation d’eau chaude sous forme liquide ou de vapeur. La vitesse avec laquelle les micro-organismes sont tués dépend de la température, de l’humidité, mais aussi du type de microorganisme (Jacquet, 1968). Si les micro-organismes sont piégés dans des tartres ou autres substances, ils se trouvent protégés et même la chaleur élevée risque d’être inefficace (Dupuis et al, 2002).
LES DESINFECTANTS CHIMIQUES
LE CHLORE ET LES COMPOSES CHLORES : Le chlore est l’un des désinfectants les plus efficaces et les plus utilisés. Il est disponible sous diverses formes, telles que les solutions d’hypochlorite de sodium, les chloramines et autres composés organiques contenant du chlore. Le chlore gazeux et le bioxyde de chlore sont également utilisés. Les stérilisants chlorés à la concentration de 200 ppm de chlore libre sont très actifs et ont aussi un certain effet nettoyant. L’effet désinfectant se trouve considérablement diminué s’il y a présence de résidus organiques (Ducoulombier, 1975). Ils ont un faible coût et un large spectre bactéricide, ils sont peu toxiques et facilement rinçables cependant ils peuvent entrainer la corrosion des surfaces à pH <8.
LES AMMONIUMS : Ce sont des composés qui modifient la tension superficielle entre deux surfaces (des surfactants). Ces ammoniums détruisent aussi bien les levures que les bactéries. Par contre ils ne semblent pas avoir une action sur les virus. Leur avantage est qu’ils ont un large spectre bactéricide, une absence de corrosion et comme inconvénients ils sont très moussants ce qui rendent difficile le rinçage. LES COMPOSES IODES ET LES IODOFORMES : Tout comme le chlore, les iodoformes sont des désinfectants actifs à large spectre antimicrobien. Ils sont inactivés par les matières organiques. Les concentrations correspondant à environ 25 ppm d’iode libre sont efficaces. Les formulations commerciales sont souvent acides pour leur permettre de dissoudre les tartres. Elles peuvent être corrosives selon la formulation et ne doivent pas être utilisées au-dessus de 45°C car il pourrait y avoir libération d’iode libre (Ducoulombier, 1975). Ils sont moins efficaces que le chlore sur les spores (Leyral, 1986).
Table des matières
INTRODUCTION
CHAPITRE I : SYNTHESE BIBLIOGRAPHIQUE
I.1. L’HYGIENE AU SEIN DE L’INDUSTRIE AGROALIMENTAIRE
I.1.1. INFRASTRUCTURES GENERALES
I.1.2. BONNES PRATIQUES D’HYGIENE DU PERSONNEL
I.1.2.1 SUIVI MEDICAL
a. RISQUES DE CONTAMINATION
b. EXAMENS MEDICAUX
I.1.2.2. HYGIENE DES MAINS
I.1.2.3. HYGIENE VESTIMENTAIRE
I.1.3. HYGIENE DU MATERIEL ET DES SURFACES
I.2. LES SURFACES ET PLANS DE TRAVAIL
I.2.1. LES SURFACES VIVANTES
I.2.2. LES SURFACES INERTES OU PLANS DE TRAVAIL
I.3. NETTOYAGE ET DESINFECTION
I.3.1.1. PRINCIPES DU NETTOYAGE ET DE LA DESINFECTION
I.3.1.2. LES DIFFERENTS TYPES DE SOUILLURES
I.3.1.3. LES SOUILLURES INERTES
a. SOUILLURES MINERALES
b. SOUILLURES ORGANIQUES
I.3.1.4. LES SOUILLURES VIVANTES
a. CONTAMINATION PAR LES VIRUS
b. CONTAMINATION PAR LES MOISISSURES ET LEVURES
c. CONTAMINATION PAR LES BACTERIES
c.1. LA FLORE MESOPHILE AEROBIE TOTALE
c.2. LES COLIFORMES TOTAUX
c.3. ESCHERICHIA COLI
I.3.2. NETTOYAGE ET DESINFECTION : ASPECTS PRATIQUES
I.3.1.3. LES PRODUITS DE NETTOYAGE DE DESINFECTION
a. L’EAU
b. LES DETERGENTS ALCALINS ET ALCALINS CHLORES
c. LES DETERGENTS ACIDES
d. LES PRODUITS NEUTRES
I.3.1.4. LES AGENTS DE DESINFECTION (DESINFECTANTS)
a. LA DESINFECTION PAR LA CHALEUR
b. LES DESINFECTANTS CHIMIQUES
b.1. LE CHLORE ET LES COMPOSES CHLORES
b.1. LES AMMONIUMS
b. 3. LES COMPOSES IODES ET LES IODOFORMES
I.3.1.5. LES DIFFERENTES ETAPES DES PROCEDURES DE NETTOYAGE ET DESINFECTION
I.3.1.5. LES TECHNIQUES DE NETTOYAGE ET DE DESINFECTION
a. LE NETTOYAGE MANUEL
b. LE NETTOYAGE EN PLACE (NEP)
I.3.1.6. FREQUENCE DES OPERATIONS DENETTOYAGE ET DE DESINFECTION
I.3.1.7. METHODES DE CONTROLE DE LA PROPRETE DES SURFACES
a. METHODES INDIRECTES
a.1. TECHNIQUE PAR ECOUVILLONNAGE
a.2. LA TECHNIQUE DU FROTTIS
a.3. METHODES DIRECTES
I.3.3. DESAGREMENTS DU AUX PRODUITS DE NETTOYAGE ET DESINFECTION
I.3.4. LES DIFFERENTES LOIS LIEES AU NETTOYAGE ET A LA DESINFECTION
CHAPITRE II : MATERIEL ET METHODES
II.1. PRESENTATION DE L’USINE IKAGEL
II.1.1. SITUATION GEOGRAPHIQUE
II.1.2. TYPES D’ACTIVITE
II.1.3. ORGANISATION INTERNE
II.2. MATERIEL
II.2.1. EQUIPEMENTS DE NETTOYAGE
II.2.2. MATERIEL DE PRELEVEMENT
II.3.METHODES
II.3.1. PROCEDURE DE NETTOYAGE ET DE DESINFECTION
II.3.3. METHODE DE PRELEVEMENT
II.3.4. ECHANTILLONNAGE
II.3.5. PROTOCOLE D’ANALYSE
II.3.6. DENOMBREMENT
II.3.7. PROTOCOLE D’INTERPRETATION
CHAPITRE III : RESULTATS ET DISCUSSION
III.1. APPRECIATION DES RESULTATS
III.2. EVOLUTION DES GERMES APRES CLIMATISATION DES SALLES
III.3. RECOMMANDATIONS
CONCLUSION ET PERSPECTIVES
BIBLIOGRAPHIE