Les constituants des CMC oxyde/oxyde
Le concept de Weak Matrix
Composites appliqué aux CMC oxyde/oxyde
Les composites à matrice céramique oxyde/oxyde reposent sur le concept de Weak Matrix Composites afin d’être tolérants à l’endommagement. Dans ce cas, la matrice doit être suffisamment faible pour favoriser la déviation des fissures matricielles au niveau de l’interface fibre/matrice. Mais elle doit également conserver une certaine résistance afin d’assurer des propriétés hors-axes et interlaminaires acceptables pour le composite. Ces exigences a priori contradictoires ne peuvent être respectées que par un contrôle précis de la porosité de la matrice [13]. Celle-ci doit être finement distribuée et répartie de manière homogène [14] afin de limiter les sites préférentiels d’amorçage de fissures. En outre, les particules, constituant la matrice, sont liées entre elles dans le but de former un réseau continu. Enfin, un taux de porosité matricielle de l’ordre de 30% à 40%vol. est requis [3]. Un exemple d’une telle microstructure est représenté sur la Figure 1.3.
Ce concept de Weak Matrix Composites est essentiel dans la mesure où il conditionne les relations entre le procédé, la microstructure et les propriétés du CMC oxyde/oxyde. En effet, il va guider les choix des procédés permettant d’obtenir la microstructure responsable du comportement thermomécanique du composite.
Les constituants des CMC oxyde/oxyde
En accord avec le concept de Weak Matrix Composites, les CMC oxyde/oxyde associent un renfort fibreux à une matrice poreuse sans avoir recours à un quelconque matériau d’interphase. D’une part, les fibres oxydes sont regroupées sous forme de fils avant d’être eux même assemblés pour constituer l’armure textile. Des renforts tissés bidirectionnels sont principalement considérés [3]. Toutefois, des approches utilisant des fibres courtes [16] ou des renforts tridirectionnels [17, 18] ont également été envisagées dans la littérature. D’autre part, afin d’assurer une compatibilité et une stabilité chimique avec ces fibres, la matrice repose sur des systèmes oxydes mono-constituants ou binaires.
Les fibres oxydes formant le renfort
La majorité des CMC oxyde/oxyde utilisent les fibres de la gamme Nextel™ [3], commercialisées par la société américaine 3M™. En particulier, les nuances Nextel™ 610 et Nextel™ 720, obtenues par procédé sol-gel (solution-gélification), sont les plus répandues. La Table 1.1 présente leurs principales caractéristiques.
L’élaboration des CMC oxyde/oxyde
Bien que la fabrication des composites oxydes nécessite plusieurs étapes, elle demeure plus facile à mettre en œuvre et engendre moins de coûts en comparaison aux méthodes classiquement utilisées pour les systèmes non oxydes avec notamment le procédé CVI (Chemical Vapor Infiltration). Deux étapes sont particulièrement essentielles pour l’élaboration d’un CMC oxyde/oxyde. Il s’agit de l’imprégnation du renfort fibreux par la matrice et du frittage partiel de cette dernière.
Une mise en œuvre nécessitant plusieurs étapes
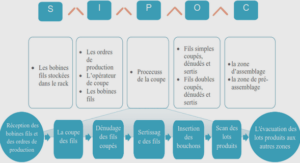
De multiples techniques permettant la mise en œuvre de composites oxydes ont été rapportées dans la littérature. En outre, elles s’attachent toutes à suivre les mêmes étapes principales de fabrication. Celles-ci sont décrites sur la Figure 1.5.
Un traitement de frittage pour densifier partiellement la matrice
L’étape de frittage permet, d’un côté, de créer des liens entre les particules mais aussi desliaisons fibre/matrice et, d’un autre côté, de densifier partiellement la matrice afin que celle-ciatteigne un niveau de porosité compris entre 30% et 40%vol. Le contrôle des paramètres de ce traitement thermique, dont en particulier la température, est tout aussi capital. En effet, étantdonné que les particules définissent l’aptitude au frittage de la matrice, les paramètres de ce traitement doivent être adaptés suivant les caractéristiques de la poudre utilisée. Par exemple, si la température est trop élevée, une densification excessive de la matrice peut avoir lieu..
Dans ce cas, la porosité matricielle n’est plus suffisamment élevée pour permettre la déviation des fissures à l’interface fibre/matrice, ce qui fragilise le matériau [40]. Une température trop élevée peut également engendrer, d’autre part, une dégradation des fibres. Aussi, au cours du frittage (mais également du séchage et de la pyrolyse), un fort différentiel de comportement dilatométrique existe entre les fibres, qui sont déjà frittées, et la matrice, qui va se consolider.
Autrement dit, au cours de ce premier cycle thermique vu par le composite, des niveaux de contraintes importants sont générés dans le matériau dont notamment dans la matrice. En conséquence, un endommagement par fissuration matricielle est fréquemment constaté dans les zones riches en matrice. Un exemple est indiqué sur la Figure 1.6. La microstructure représentée permet également d’illustrer la problématique d’homogénéité relative à l’étape d’imprégnation, tant dans les espaces inter-mèches qu’intra-mèches.
Le comportement des composites oxydes pour d’autres modes de sollicitation
Dans le cas de la compression dans le sens des fibres, la propagation des fissures matricielles au niveau de l’interface entraîne la décohésion des fibres de la matrice. Celles-ci peuvent alors se déformer librement et rompre par flambement [43]. Une perte de linéarité est ainsi observée en fin d’essais. De plus, les niveaux de contraintes relevés sont similaires à ceux obtenus dans le cas d’une traction dans l’axe des fibres [15].
La résistance au cisaillement inter-laminaire peut être obtenue par des essais de flexion trois points sur appuis rapprochés. Les composites oxydes sont peu résistants à cette sollicitation [3], du fait de délaminages successifs. Toutefois, la résistance peut être améliorée en diminuant la porosité de la matrice [44]. Néanmoins, cela entraîne, par ailleurs, une fragilisation du composite dans l’axe des fibres.
Pour résumer, le comportement mécanique des CMC oxyde/oxyde repose sur un compromis.
D’une part, la matrice doit être suffisamment poreuse pour favoriser la déviation des fissures et permettre au renfort de reprendre les efforts dans l’axe des fibres. D’autre part, la porosité matricielle doit être relativement faible pour accorder au composite une résistance suffisante dans le cas de sollicitations hors-axes. Ainsi, une optimisation du système matriciel, dès l’étape de formulation de la suspension, est nécessaire afin de répondre adéquatement à ce compromis suivant l’application visée.
En outre, la stabilité thermomécanique des CMC oxyde/oxyde repose sur la conservation, à haute température, de la microstructure des fibres et de la matrice [3]. En effet, il est rappelé que, dans ces conditions, les fibres Nextel™ sont soumises à un phénomène de croissance des grains, ce qui diminue leurs résistances mécaniques. De plus, l’exposition prolongée de la structure à de hautes températures a pour effet de poursuivre la densification de la matrice [45], menaçant ainsi la tolérance à l’endommagement du composite. En particulier, Zawada et al. [5] ont montré que, dans le cas d’une matrice alumine-silice, la tenue au fluage du composite est limitée car, à haute température, la silice forme une phase visqueuse qui affaiblit la résistance du matériau.
Enfin, il est important de noter que plusieurs scénarios d’endommagement ont été proposés dans la littérature [17, 37]. Ils permettent, entre autres, d’établir une chronologie précise des mécanismes conduisant à la rupture du matériau sous différentes sollicitations.
Favoriser la dispersion des particules à l’aide d’additifs organiques
Il est possible d’améliorer la dispersion de particules oxydes dans une solution aqueuse, en particulier, lorsque la suspension est fortement chargée en solide ou lorsque la barrière de potentiel est relativement faible. Différentes méthodes peuvent être envisagées comme la modification de la force ionique à travers la conductivité électrique ou encore la modification du pH. Cependant, ces démarches présentent certaines limites étant donné qu’elles obligent la suspension à opérer dans des domaines chimiques particuliers pouvant être incompatibles ou difficiles à mettre en œuvre lors de son utilisation. Ainsi, le recours à des molécules organiques, appelées dispersants, est généralement réalisé. En effet, l’adsorption de polymères à la surface des particules permet de modifier la chimie de l’interface solide/liquide [46]. Suivant l’affinité de la molécule avec la surface, plusieurs conformations sont possibles..
De plus, deux mécanismes peuvent améliorer la dispersion. D’un côté, l’effet stérique où le réseau de macromolécules joue un rôle d’écran permet d’éviter le contact entre les particules. D’un autre côté, l’additif peut permettre d’augmenter les charges de surface et donc l’intensité des forces répulsives. La hauteur de la barrière de potentiel est alors suffisamment élevée pour assurer la stabilité de la suspension. On parle, dans ce cas, d’effet électrostatique. En pratique, cela revient à déplacer le point isoélectrique, c’est-à-dire modifier l’évolution du potentiel zêta en fonction du pH afin que celui-ci présente, au pH naturel, une valeur appropriée pour favoriser la dispersion. Lorsque les deux effets sont simultanés, on parle de mécanisme électrostérique. À ce titre, des molécules de type polyélectrolyte, comme le polyacrylate d’ammonium, sont généralement considérées dans des environnements aqueux [46].
La rhéologie des suspensions
Lors de la mise en œuvre des composites à matrice céramique oxyde/oxyde, l’imprégnation du renfort par la matrice repose sur la capacité d’écoulement de la suspension au sein de la structure fibreuse. La rhéologie se définit comme l’étude des déformations et des écoulements de la matière sous l’effet des contraintes appliquées. Deux types d’analyses rhéologiques peuvent être distinguées : l’analyse en écoulement et l’analyse viscoélastique. Dans le cadre de la présente étude, seule l’analyse en écoulement sera considérée. Autrement dit, les déformations appliquées au matériau seront irréversibles. De plus, toute réponse viscoélastique, c’est-à-dire les déformations élastiques instantanées et retardées, sera considérée comme négligeable devant celle d’écoulement.
En outre, différents comportements peuvent être observés pour un fluide. Le cas des suspensions est spécifique.
Le frittage de poudres céramiques
La seconde étape essentielle de la mise en œuvre des composites à matrice céramique oxyde/oxyde est le frittage de la matrice. En effet, tout en évitant la dégradation des fibres, cette opération doit permettre de densifier partiellement le système matriciel jusqu’à un niveau de porosité de l’ordre de 30% à 40%vol. [3]. Par définition, le frittage permet, sous l’action de la chaleur, d’établir des liaisons entre les grains d’un compact, initialement pulvérulent, afin de lui conférer une certaine consolidation [75]. En outre, ce traitement thermique conduit, dans certains cas, à la formation d’un nouveau constituant. Par exemple, la mullite, en tant que seule solution solide du diagramme de phase alumine-silice, peut être obtenue par frittage réactif [76].
Le frittage, un traitement thermique de consolidation et de densification
Quelques généralités
Le frittage est un traitement thermique permettant de consolider un compact de poudre et de le densifier, totalement ou partiellement. Cette consolidation est obtenue en minimisant l’énergie superficielle du matériau grâce à un apport d’énergie thermique ne conduisant pas à la fusion d’au moins un des constituants. La pièce, préalablement mise en forme, est appelée pièce en cru ou vert. Au cours du traitement de frittage, elle se consolide et se densifie, ce qui entraîne une diminution de son volume. Il s’agit du phénomène de retrait. Ainsi, le frittage est généralement décrit à l’aide de deux grandeurs complémentaires. D’une part, la proportion du volume total de l’échantillon occupé par les pores est appelée porosité. D’autre part, le taux de densification, ou densité relative, représente le rapport entre la densité mesurée de l’échantillon et sa densité théorique, c’est-à-dire celle du matériau totalement dense, ne présentant aucune porosité.
D’un point de vue technologique, le frittage naturel, réalisé sous air ou sous atmosphère contrôlée sans contrainte mécanique, est distingué du frittage sous charge où une pression extérieure est appliquée simultanément au chauffage. Ce dernier est tout particulièrement considéré pour des matériaux difficiles à fritter ou pour obtenir des densités relatives proches de l’unité. D’un point de vue physico-chimique, deux types de frittage existent : le frittage en phase solide (cf. Section 1.4.1.2) et le frittage en phase liquide (cf. Section 1.4.1.3). Dans le premier cas, tous les constituants restent sous forme solide tandis que, dans le second, une quantité de liquide apparaît. Les mécanismes associés à chacun de ces frittages sont présentés ultérieurement.
En outre, le frittage est dit non réactif si aucun nouveau constituant n’est formé au cours du traitement thermique. Dans le cas contraire, le frittage devient réactif. Ceci peut particulièrement se produire lorsque la poudre initiale comprend plusieurs éléments et/ou constituants.
D’un point de vue expérimental, le frittage est défini par les paramètres suivants : la température, le temps, les rampes de montée et de descente en température, l’atmosphère et la charge exercée.
En outre, les conditions appliquées au compact sont à ajuster suivant ses caractéristiques de départ comme sa densité à cru ou la taille de ses particules. En effet, une densité à cru élevée favorise la densification [77] étant donné qu’initialement, le nombre de contacts entre les particules est important et que le volume des pores est faible. De même, une diminution de la taille des particules permet d’augmenter l’aptitude au frittage du matériau..
Enfin, étant donné que le frittage représente la première montée en température vue par le compact cru, le début de ce traitement peut correspondre à des phases de séchage, c’est-à-dire à l’évaporation de la phase aqueuse, et de déliantage, où les composés organiques, utilisés lors des étapes précédentes, sont éliminés.