Solution actuelle avec contact
Le temps nécessaire pour la réalisation d’une pièce mécanique « finie » prend une place importante dans le cycle de production. Les mesures manuelles qui emploient principalement des comparateurs à cadran ne présentent pas une solution optimale, car elles dépendent des compétences de l’opérateur ou d’un transfert de la pièce sur une MMT 1, ce qui n’est pas toujours pratique dans la fabrication en série. A ce stade de fabrication, dans l’atelier, le contrôle du montage d’usinage se fait aujourd’hui par un palpeur [Peyrucat 2013], un exemple de bras robotisé de mesure 3D est présenté sur la figure 2.2.
Figure 2.2 – Bras MMT FARO GAGE pour la mesure tridimensionnelle
La machine à mesure tridimensionnelle est caractérisée par une répétabilité allant jusqu’à 0,018 mm et des précisions de l’ordre de quelques micromètres suivant la norme ISO 10360-2, utilisée pour évaluer les MMT. Une MMT est composée essentiellement d’un palpeur à déclenchement. Ce dernier est constitué d’une tête de mesure-palpeur-stylet motorisé ou manuelle et d’une bille. Cet ensemble est régulièrement complété par un changeur de palpeur et/ou changeur de bille permettant de réaliser différentes configurations de palpage : choix de longueur de stylet (L), diamètre de bille (2R), etc. Comme le montre la figure 2.3. Le principe de fonctionnement d’un palpeur repose sur la génération d’un signal de mémorisation lors du contact entre la bille du palpeur et le point local de l’objet. Il existe plusieurs technologies, qui se distinguent par la technique mise en œuvre pour déclencher la mesure. Il peut s’agir d’une mesure de choc avec un capteur piézoélecrique ; d’une mesure de force en utilisant un palpeur à contact sec avec ressort calibré ; d’une mesure de déplacement avec un détecteur inductif, etc. Cette opération enregistre la position du palpeur par rapport au repère du système, bras manipulateur, MMT, etc. permettant des mesures répondant, généralement, aux besoins en précision. Cette précision de mesure dépend ainsi du degré de liberté et des performances du système de positionnement utilisé.
D’autre solutions récentes reposent sur l’utilisation d’un palpeur infrarouge (IR) monté sur la broche. Cette solution peut intervenir à la fois dans les mesures en cours de cycle permettant un usinage adaptatif et lors des premiers contrôles après usinage dans l’objectif de diminuer le temps d’arrêt de la machine pour le transfert de la pièce et les réglages manuels qui lui sont associés. Le principe de fonctionnement d’un palpeur infrarouge s’appuie sur la transmission d’un signal infrarouge au récepteur installé dans l’espace de travail de la machine, lors du contact du palpeur avec la surface de la pièce. La stabilité de transmission du signal est assurée à la fois par la fréquence de transmission utilisée, 75H z pour éviter toute perturbation avec les signaux de 50 et 60H z fréquemment utilisés dans les ateliers, et le débit du signal employé, ainsi que les angles assez larges de réception. Un exemple d’un palpeur infrarouge est illustré sur la figure 2.4.
Figure 2.4 – Palpeur à transmission IR monté sur la broche [Peyrucat 2013].
Cependant, ces solutions avec contact permettent de relever les mesures tridimen-sionnelles de certaines zones pertinentes du montage d’usinage sans donner une infor-mation complète sur sa conformité en regard du parcours de l’outil. Le contrôle est réalisé par quelques dizaines de points de mesure. Il est facilement compréhensible que ce procédé peut être « leurré » par des objets non prévus et donc non testés même si les points relevés sont des points jugés pertinents par rapport à la trajectoire de l’outil. De plus, ils sont d’un coût relativement élevé pour les PME de l’usinage.
Des travaux plus récents portant sur des solutions sans contact, par vision, ont été identifiés dans la littérature. Ils montrent l’intérêt de l’utilisation d’un tel système de vision pour le contrôle de l’usinage.
Afin de situer nos travaux, nous proposons de présenter quelques systèmes utilisant la vision pour le suivi et l’optimisation de la trajectoire, section 2.3.1, la mesure tridi-mensionnelle de l’outil d’usinage, section 2.3.2 et la reconstruction tridimensionnelle du montage d’usinage, section 2.4.
La vision pour la détection de collision de l’outil d’usi-nage
Nous nous intéressons dans cette partie aux travaux qui portent sur le suivi et l’optimisation de la trajectoire de l’outil, ainsi qu’à la modélisation tridimensionnelle de ce dernier pour la détection de collision.
La détection de collisions de l’outil d’usinage
Dans les travaux de R. AHMAD et al. [Ahmad 2010], les auteurs ont proposé une solution de détection et de localisation de la collision dans l’espace 2D de la caméra pour une trajectoire rectiligne entre le point de départ de l’outil et la cible (le brut à usiner). Ils proposent un algorithme de SET 2/RESET 3 pour le calcul et l’optimisation de la nouvelle trajectoire. L’algorithme proposé est structuré en 3 étapes, comme le montre la figure 2.5.
• Détection d’objet :
Dans cette étape, la détection de l’objet est effectuée par l’intermédiaire d’une opération de binarisation en utilisant le package du logiciel Maxtor Inspector R (Maxtor Electronic Systems Ltd).
• Identification de l’objet :
Avec une connaissance a priori des éléments dans la scène théorique, les objets dans la scène réelle sont identifiés dans la même représentation spatiale que la scène théorique par comparaison directe. Le processus d’interprétation de la tra-jectoire (code G) peut être utilisé comme donnée pour le système de vision. Cela nécessite une étape de calibration de la caméra dans l’enceinte de la machine. La position de l’outil dans l’espace 2D de l’image peut être utilisée comme don-née pour l’algorithme RESET, pour la génération de la nouvelle trajectoire en présence d’obstacles.
• Optimisation de la trajectoire de l’outil, algorithme SET/RESET :
Le processus commence par une binarisation de l’image réelle et théorique. Les images binaires résultantes représentent l’espace d’interprétation de la trajec-toire, tel que le fond soit représenté par ’0’ (noir) et l’objet ’1’ (blanc). Ensuite, l’algorithme procède initialement, à la détermination du chemin le plus court (cas d’un trajet en droite) entre le point de départ (position actuelle de l’outil) et le point d’arrivée (point de production, brut). Si cette trajectoire est mar-quée par la présence d’un obstacle à l’endroit (xo, yo) dans l’image, le processus fait appel à un algorithme de détection des coins autour de l’obstacle pour la recherche des coins appartenant au fond dans ce voisinage du point critique. Le principe de l’algorithme de détection des coins, est présenté sur la figure 2.6. A partir de ces coins, l’algorithme RESET est utilisé pour calculer la nouvelle trajectoire.
L’algorithme RESET, est une extension de l’algorithme SET qui tient compte de l’espace de définition de l’outil d’usinage, il propose une correction de la trajectoire en tenant compte des coordonnées des coins de l’enveloppe convexe de l’outil utilisé.
Cette partie de modélisation tridimensionnelle de l’outil d’usinage a fait l’objet des travaux de X. ZHANG et al. [Zhang 2011] sur la reconstruction 3D de l’outil.
La reconstruction tridimensionnelle de l’outil
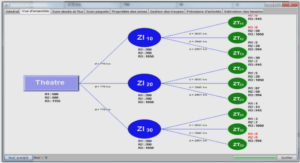
La modélisation tridimensionnelle pour le calcul de la trajectoire de l’outil est une donnée importante pour la génération sans collision des commandes numériques d’axes. Il est préférable de simuler la trajectoire proposée par le programme FAO, pour détecter les éventuelles collisions, avec l’ensemble outil et porte outil dans l’environnement théorique avant de transférer le programme à l’atelier. La figure 2.7 montre le modèle 3D de l’outil et de son support, ainsi qu’un exemple de collision dû à un mauvais outil, de dimensions ou de forme inadaptées.
Figure 2.7 – Dimensionnement de l’outil d’usinage, (a) : porte outil, (b) : modèle 3D de porte outil, (c) : cas de collision dû au mauvais dimensionnement de l’outil (zone rouge)
X. ZHANG et al.[Zhang 2007b] ont proposé une solution sans contact reposant sur l’utilisation d’une caméra pour la modélisation 3D de l’ensemble de l’outil et du support. Dans un autre travail complémentaire [Zhang 2008], les auteurs proposent une estimation de pose (rotation et translation) de l’outil avec une reconstruction 3D de ce dernier dans l’objectif de suivre les mouvements de l’outil et de prédire les collisions. Le système est composé d’une caméra placée en face de l’outil et devant une source de lumière. La source de lumière a pour fonction de remédier aux problèmes de flou, permettant une fermeture de l’iris donnant une augmentation de la profondeur de champ, pour l’extraction des contours. La figure 2.8 illustre l’expérimentation réalisée.
Le programme de la reconstruction tridimensionnelle procède en 2 étapes :
• Premièrement, les paramètres intrinsèques et extrinsèques dans l’espace de la machine sont déterminés à partir d’une étape de calibration hors ligne. La posi-tion relative de l’outil par rapport à la caméra est identifiée.
• Deuxièmement, les contours de l’outil sont calculés à partir de l’image réelle, et chaque contour est divisé en plusieurs segments basés sur l’analyse de la cour-bure, en utilisant l’algorithme Digital Straight Segment(DSS) [Reinhard 2004] avec le concept de FMBR 4.
Le principe FMBR permet de déterminer le rectangle englobant le contour dans sa forme rectiligne. Un rectangle est défini par sa largeur, fixée à 2 pixels, sa longueur définie par la taille du contours et son orientation θ fixée comme étant l’angle entre la direction du contour et le centre de gravité. Chaque segment est classifié en contour apparent ou contour invisible (occulté) par la caméra. Enfin, par symétrie, le modèle 3D de l’outil est reconstruit par remplissage de la section occultée par une fonction de génération qui est un chaînage entre les points terminaux en utilisant la surface de révolution (SOR) 5[Colombo 2004]. Le résultat de cette reconstruction 3D est illustré sur la figure 2.10.
Les deux solutions évoquées précédemment dans la section 2.3.1 et 2.3.2, peuvent être classées dans la phase de génération de trajectoire comme une étape de vérification de la trajectoire de l’outil par simulation en ligne.
D’autre travaux ont porté leur intérêt sur la reconstruction tridimensionnelle de l’ensemble du montage d’usinage, travaux présentés par X. TIAN et al. [Tian 2010]. La partie suivante présente le seul travail identifié dans la littérature qui soit en liaison directe avec notre proposition de solution.